| Item |
Specification |
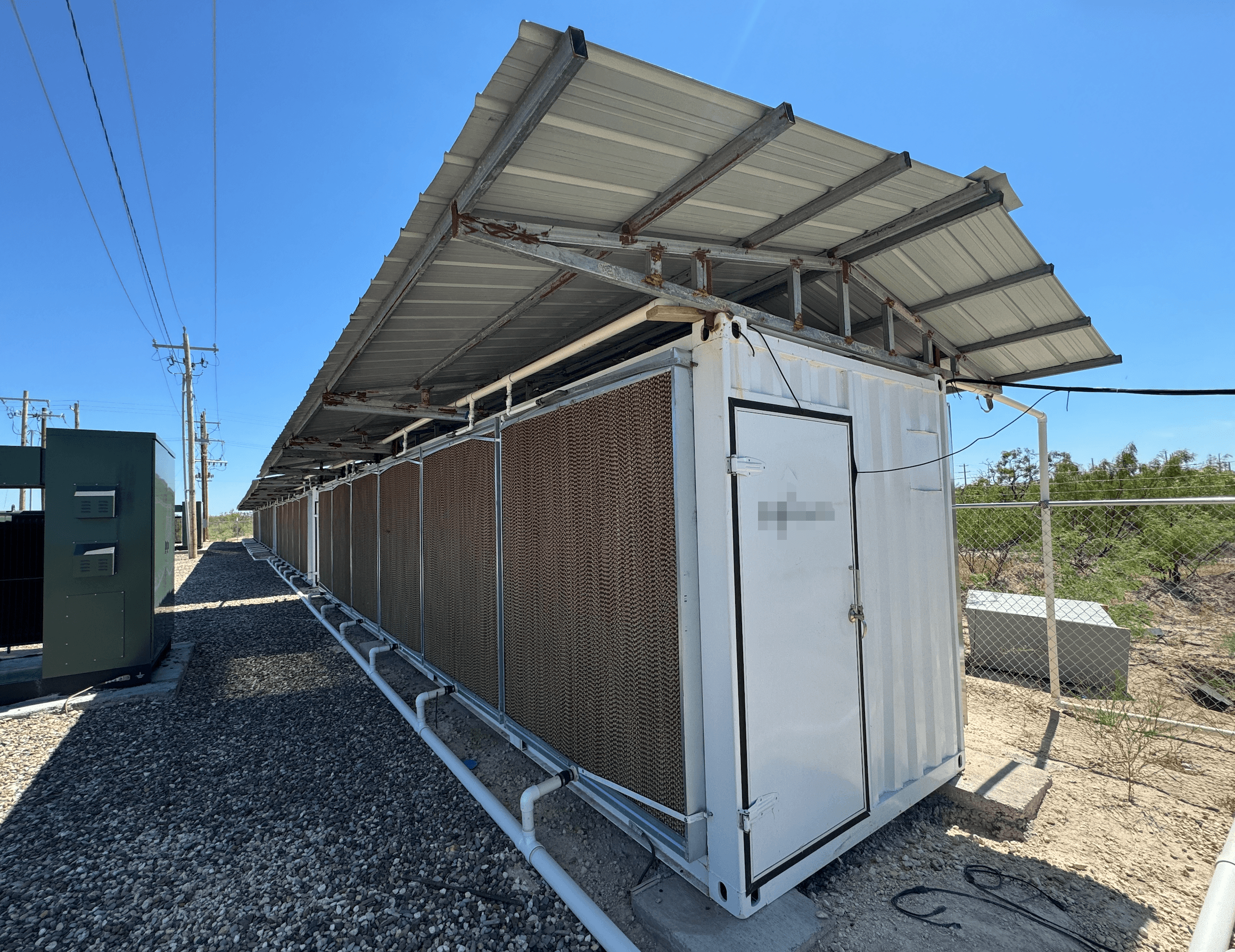
| Product Name |
Gas250AIR – Air-Cooled Gas Mining Container |
| Container Type |
20ft HQ |
| Miner Capacity |
Up to 90 × Antminer S19J Pro+ |
| Cooling System |
4 × direct-drive exhaust fans (1.5 kW each) |
| Airflow |
40,000 m³/h per fan |
| Fan Control |
VFD control with automatic temperature-based adjustment |
| Filtration |
Washable medium-efficiency air filters |
| Power System |
1 × 630A switchgear with MCCB protection |
| PDU Configuration |
6 PDUs, 18 × C19 outlets per PDU (incl. spares) |
| Monitoring |
Smart energy meter, CCTV, smoke alarm, temp & humidity sensors |
| Network System |
Managed + unmanaged switches, Cat5e labeled cables |
| Deployment Mode |
Plug-and-play, off-grid ready |
Gas250AIR is well suited for distributed gas sites, small oil & gas fields, and modular gas-to-compute projects, where simplicity, reliability, and rapid commissioning are critical.
Core Advantages
Compact & Modular Design
20ft HQ container format enables easy transportation, fast installation, and flexible deployment.
Intelligent Air-Cooling System
Four direct-drive exhaust fans with VFD control automatically regulate airflow based on temperature, optimizing energy efficiency and thermal stability.
Integrated Power & Protection
Built-in 630A switchgear, smart energy metering, and multi-level electrical protection provide safe and stable power distribution for mining operations.
Operational Visibility & Safety
Equipped with CCTV, smoke alarm, temperature & humidity monitoring, and mobile APP alerts for real-time status awareness.
Designed for Harsh Environments
High-quality filtration, hot–cold air isolation, and cold-resistant network cabling ensure reliable operation in both hot and cold climates.